‘The Entire Work Cycle Is Continuously Monitored By The Built-In Safety Controller’
With the new V-H 150 seculift, HEGLA and the HEGLA New Technology innovation centre present a new generation of the V-H suction device for lifting, setting down and manipulating glass.
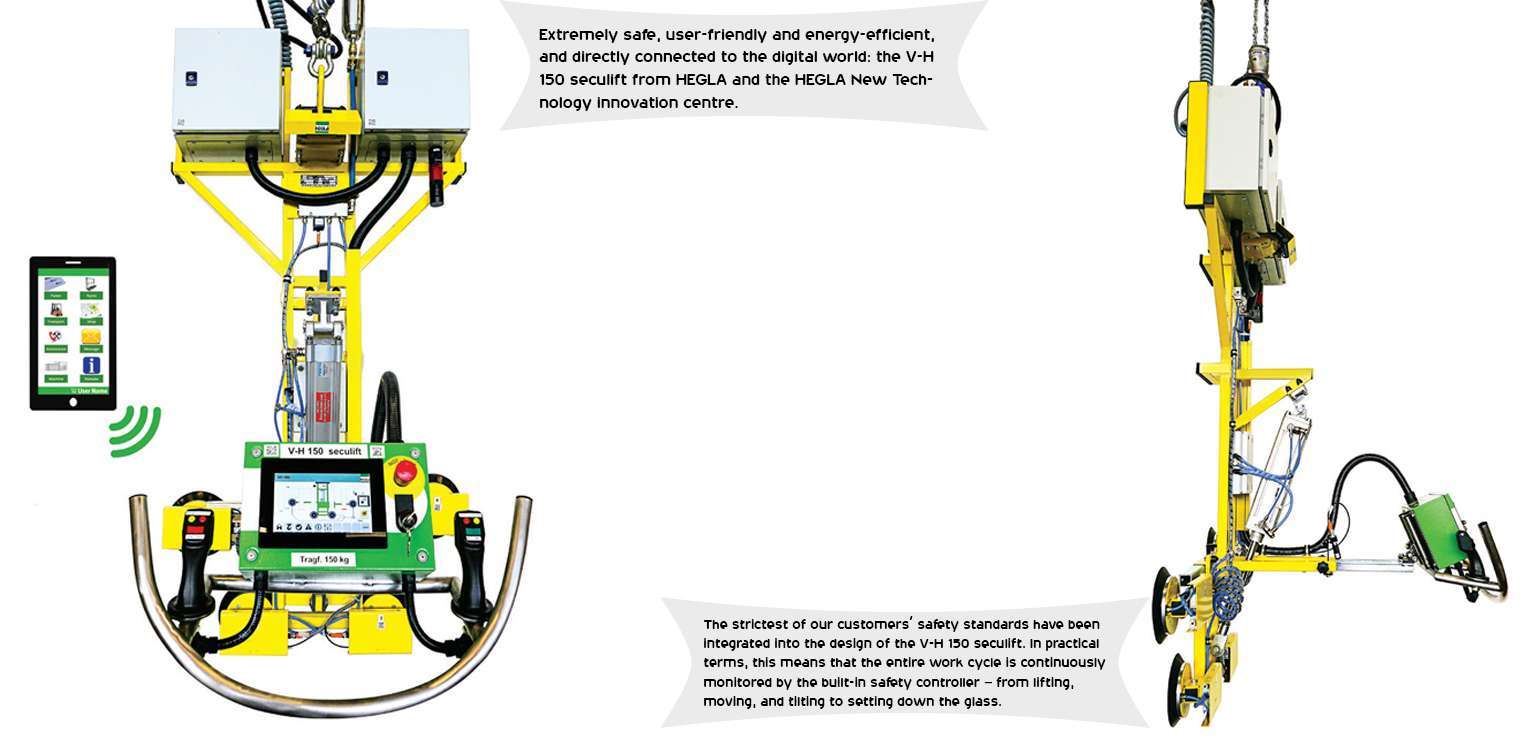
A user-friendly and intuitive control concept, energysaving vacuum generation and the IoT networking option are not only intended to expand the range of functions available for verticalhorizontal glass handling. The lifting device also offers an even higher degree of safety for day-to-day work on cutting systems, furnaces, and laminating lines. Advanced safety and functionality “When it came to developing the V-H 150 seculift, we took a look at the glass handling process as a whole and completely rethought it,” said HEGLA managing director Bernhard Hötger. “We paid particular attention to providing maximum safety alongside excellent ease of use, minimal compressed air consumption, and integration into the digital world.” Strict safety standards The strictest of customers’ safety standards have been integrated into the design of the V-H 150 seculift. In practical terms, this means that the entire work cycle is continuously monitored by the built-in safety controller – from lifting, moving, and tilting to setting down the glass, said Hötger. The monitoring begins when suction is applied to pick up the glass: if one of the suction cups is unable to generate a vacuum, it is automatically disabled. The weight of the glass element is measured as soon as it is lifted. If it exceeds the permissible weight for the number of suction cups active at the time, movement stops immediately and the operator receives an unmistakable visual and acoustic warning. In such cases, the glass element can still be set down. Another potential danger is the risk of the glass element getting blown off during transport, causing it to come loose and fall to the ground. To prevent this, the blow-off system is disabled during transport, and two hands are required to operate it when setting the glass down. Safety check function: Regular functional test In order to guarantee maximum safety at the workplace, the device prompts the operator to carry out a complete functional test for one work cycle every eight hours, or at a customdefined interval. This functional test is performed using a dedicated user interface. The operator receives prompts to initiate each step, and each step can be seen on the screen upon completion. If the test is completed successfully, a countdown to the next test begins. Otherwise, or if the device fails the test, the device is locked to prevent normal operation User-friendliness In order to make working with the V-H 150 seculift as convenient as possible, considerations such as a clear view of the glass element, good, sturdy gripping positions, and ease of use have all been factored into the design. All unnecessary parts have been removed from the operator’s field of vision so operators have a good view of the work area. An optional marker laser is available to assist with orientation and make it easier to ensure that the glass is lifted correctly, especially when working with horizontal panes. Moving pane weights of up to 150 kg plus the weight of the V-H 150 itself requires sturdy gripping positions. These can be set using ergonomic joysticks, which are located at a comfortable distance from the operator. All the functions required for the work process (suction pick-up, lifting/lowering, tilting, blow-off) can be implemented directly using the joystick. This ensures that the glass is gripped securely and can be controlled throughout the entire work process. The intuitive graphic display provides important information such as which suction cups are active, the current supply pressure, the weight of the glass, and alarms. Compressed air optimisation Conventional suction devices usually possess vacuum valves that work continuously throughout the movement cycle, consuming compressed air and generating noise the entire time. The V-H 150 is more modern: its valves shut off automatically when the required vacuum level is reached. This saves more than 75% on compressed air under normal operating conditions and allowing for noiseless movement to make for a more pleasant work environment. Keep track of what the V-H 150 is doing “We usually know very little about the technical condition of conventional lifting devices, their use history, and their daily routines because they are designed as stand-alone units. The V-H 150 seculift breaks this tradition: it wants to communicate. Thanks to the IoT networking option, the V-H150 seculift can supply your company’s network with information such as its current condition, daily load cycles (number of glass elements manipulated), alarms, and the results of the safety check. This makes the V-H 150 a smart IoT device,” a Hegla statement said. Information on the go with the Shopfloor Assistant app: HEGLA’s special Shopfloor Assistant app is a mobile solution that allows customers to view the V-H 150’s information at any time. The app also contains all the training and maintenance documentation needed. “Simply click on the V-H 150 in the app or scan its QR code and all the data and documents will appear on your screen. It couldn’t be easier! But that’s not all: you can also use the app to document your entire machine fleet in the same way and easily integrate information from any machine,” Hegla said in the statement. “Here at HEGLA, we’re very proud of this development,” Hötger said, adding, “The ideas built into this device will influence our entire product portfolio as it continues to evolve. This innovative new development represents another step forward in the digitalisation of glass factory – and it’s all been made possible by the great minds of Dr. Markus Schoisswohl and his team at HEGLA New Technology, a think-tank in the heart of Paderborn, Germany.”
