
The Vienna Museum – a fusion of old and new
Sustainability and preserving the historic character were key priorities for the renovation of the Vienna Museum on Karlsplatz. An additional Continue Reading →
Sustainability and preserving the historic character were key priorities for the renovation of the Vienna Museum on Karlsplatz. An additional Continue Reading →

Hafele, a global leader in the interior solutions segment, with an international legacy of over 100 years, announces its collaboration Continue Reading →

The Ain Sokhna float plant in Egypt will see its capacity increased with the construction of a second flat glass Continue Reading →

Minden – cericom laser has transitioned to become a 100% member of the LiSEC Group. This strategic move underscores LiSEC’s Continue Reading →
Şişecam, the sole global player operating in all fundamental areas of glass and pioneering many innovations in the Flat Glass Continue Reading →

With less iron content than standard clear glass, Guardian CrystalClear glass brings the barely there look of low-iron glass to Continue Reading →

The seventh term of Şişecam’s Global Young Talent Program “Together” has officially commenced. A total of 152 young talents selected Continue Reading →

When the markets and industries keep changing, it is good to keep the essentials in mind – trusting the originals Continue Reading →

It will supply the modules for Sprng Energy’s upcoming project in Gujarat, Waaree Energies said in a statement Waaree Energies Continue Reading →

On March 15th and 16th, 2024, NorthGlass held the managers’ working meeting in Luoyang with the theme of “Working Together, Continue Reading →
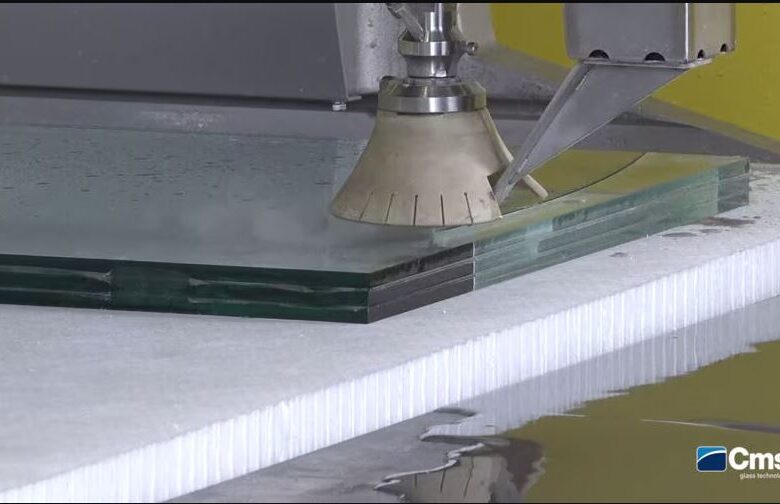
Cutting thick safety glass without compromising on cycle times can be quite a challenge, especially if the glass is thicker than 19mm and Continue Reading →

Şişecam has ignited its new glass packaging furnace in Eskişehir and put its glassware furnace into operation after cold repair. Continue Reading →






























Follow Us At: